
A creative lamp accessory to brighten any desk.
Class/Organization: ME 537 Product Realization - Boston University
Duration: Jan 2022 — May 2022
Problem Statement: How do we take an idea from the drawing board and get it to customers in a timely and cost effective manner?

OUR PROJECT.
The Magnelight was designed to be a deep dive into product realization, in which we went through the entire product development cycle from conceptualization to product release. Over the course of a semester, we were to build and prototype a small production line for our product, while also creating detailed plans for manufacturing, validation testing, cash flow modeling, scaling production and ongoing product support.
Our instructor purposely left the project requirements extremely broad and open so that we would have a variety of projects in the class and find something we would be excited to pursue for the entire semester. My team was formed together over a shared love for gaming, which led to us brainstorming a variety of different franchise-related projects. Ultimately, we decided on the “Magnelight”, a fun lamp to enhance a space and make working at a desk more welcoming. This project was chosen over other ideas as we felt it was the best scoped for the semester as we could deep dive into one manufacturing process (injection molding) and be more intentional about choosing OTS parts. Other project ideas required multiple processes, such as injection molding and machining or incorporated electrical components that would have to be developed alongside the manufacturing process, which felt over-scoped for a 16 week project.

Initial concept sketch of the Magnelight.
ENGINEERING VERIFICATION PROCESS.
Over the course of the semester, we went through the engineering validation process to bring our concept to a high fidelity prototype that could be made in a small-scale production line. The photos below show the development of our prototype through the different stages.



Initial Prototype
For the initial prototype build, our goal was to test our concept in a preliminary physical product for us to learn more about what we want to test in future builds and catch any early issues regarding design or manufacturing.
The slideshow to the left shows our 3D printed prototype, the silicone mold made from this prototype, and the urethane cast part made using the mold.
From these prototypes, our most critical takeaway was that the surface quality could be significantly improved. We had issues with bubbling in the mold and cast part, flash, empty pockets on the edges of the mold, and overall poor surface finish. The feature that locks the front and back case together also cast inconsistently, which affected functionality and quality of the overall assembly.
Engineering Verification Test (EVT)
For the EVT build, we aimed to have one looks-like, works-like prototype that could be tested for functionality. We refined the design by removing the angled horseshoes on the side and increasing the surface area and fillet radius connecting the magnets and body. We also changed the mold design by casting it at an angle and adding keys, shown below.
For this prototype, we also designed and ran multiple tests to check the functionality of the lamp by drop testing it, shaking the table it was on, and orienting the flexible neck in different orientations. Overall, the part did not break when tested and proved to be functional, so we focused on improving the aesthetics in future tests.




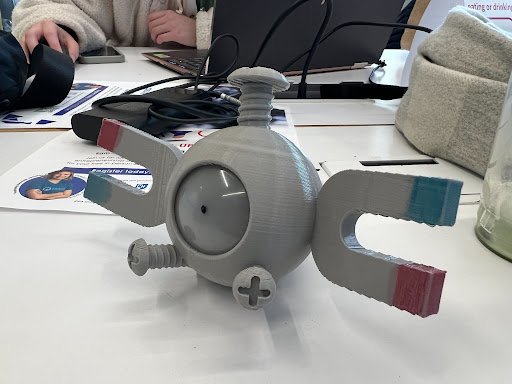
Fully assembled EVT prototype before testing.

Two fully assembled prototypes made from the improved silicone molds for DVT.
Design Verification Testing (DVT)
For the DVT build, we made two prototypes that improved and tested the functionality of our mold, such that it would be as close to production quality as possible and be able to replicate the same quality over multiple casts. We refined the molds to make the front casing more durable and castable by casting the mold at an angle to help bubbles escape and adding additional venting and a funnel to allow for easier and quicker pouring to create a more complete cast.
We repeated the same functionality tests from the EVT for these prototypes and found similar positive results as they did not break when testing. When testing the aesthetics, bubbles in the cast parts were still an issue, as well as parts that were not filled.
Production Verification Testing (PVT)
For the PVT build, we made six Magnelights using our best molds and materials after making some final improvements. These changes were rounding all edges in the design for easier casting and part removal, using a resin with a longer pot life with the color additives, and painting the magnet ends rather than using stickers.
We also ran even more robust testing with the PVT products as these would be the closest to actual production.

The six Magnelight products - one for each member on the team and one for my instructor.

Overview of the development of the Magnelight through the entire engineering verification test cycle.

Table showing the changes made throughout the engineering verification cycle regarding the design of the Magnelight, the tooling choices, and the manufacturing processes.
MASS PRODUCTION AND PACKAGING
After successfully completing the PVT, we made plans for scaling production. For mass production, rhe Magnelight will be injection molded using grey Polycarbonate instead of urethane cast using grey resin. By changing the manufacturing method to injection molding, we would be able to reduce the continued cost of labor from urethane casting by paying the price for injection molding tooling upfront. To optimize the design for injection molding, we planned the following changes:
Separated the two small screws from the front casing to remove undercuts on the part.
Added holes to the front casing for assembly of the full part by ultrasonic welding the new small screw parts into them.
Removed the twist and lock feature on the edges to connect the front and back casings and replaced it with only a press fit.
The photos below show the design changes for the Magnelight for mass production.




Final Magnelight assembled.

Render of the packaging for the Magnelight
As for packaging, the lamp would be disassembled into 3 parts in its packaging box, as labeled below: 1. the front and back casing with light bulb encased, 2. the gooseneck bent to minimize package size, and 3. the lamp base. All items would be placed in an appropriate, thermoformed slot (labeled with the corresponding number). This is to keep them in place and to avoid shipping damage. A manual for assembling the lamp with warranty and safety instructions would also be included in between the thermoformed plastic and the top tray. Two pieces of laminated turned edge fiberboard trays will be used to enclose the product.
Additionally, with estimates using aPriori, we expected that the mass production BOM cost of the Magnelight to be $34.97 per unit, which was almost a 50% reduction from our PVT BOM cost at $68.86 per unit.